
Produktion

Gjutning, bearbetning, montering
Österby Gjuteris produktion är så långt från löpande band man kan komma, de flesta produkter tillverkas bara i ett enda exemplar. Det ställer mycket höga krav på kunnande, erfarenhet, material och tillgång till skickliga konstruktörer. Vi har en omfattande verktygs- och maskinpark och mjukvara för design, programmering och simuleringar. Här följer de olika delar som utgör vår produktionsanläggning.

Modellverkstad
I modellverkstaden tillverkar vi mindre modeller i trä och frigolit, reparerar och ändrar befintliga modeller. Här utförs också kontinuerligt måttkontroll av nya modeller.

Formning och kärntillverkning
Sandformar och kärnor tillverkas med handformningsmetoden av olivinsand och kromitsand med kallhärdande bindemedel. I formsalen och kärnverkstaden finns tre sandblandare.
Efter gjutning återvinns 90% av sanden med system som separerar kromitsand från olivinsand. Formarna och kärnorna blackas med pensel, flöde eller spruta.

Smältning
De tre HF-smältugnarna har en total kapacitet på cirka 9 ton. Avgjutningen sker i bottentömmande skänkar som varierar i storlek från 1,5 ton till 10 ton. Alla smältor analyseras i en ljusemissionsspektrometer för att säkerställa legeringens sammansättning.

Blästring och gasskärning
Efter urslagning blästras alla produkter i en stålkulebläster. Här finns även sandbläster. Efter blästringen skär vi av matare och ingjutssystem som sedan återgår till smältningen för att smältas om igen.

Rensning
Efter blästring och gasskärning rensas gjutgodset från grader och matarrester och förbereds för eventuell bearbetning.
I renseriet behärskar personalen en mängd svetsprocedurer för olika legeringar och svetsmetoder. Godkännande för tryckkärl finns.

Värmebehandling
Österby Gjuteri har två gasoldrivna värmebehandlingsugnar för temperaturer upp till 1 225°C med kontrollerat atmosfärstryck och dataloggar över temperaturen. Som kylmedier använder vi luft eller vatten.
Värmebehandling är väsentligt för stålets egenskaper, den utförs på olika sätt beroende på önskad struktur.
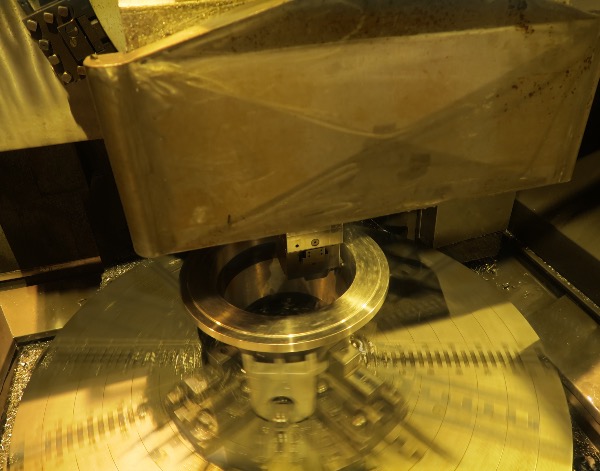
Mekanisk verkstad
För bearbetning av stålgjutgodset har vi styrda fräsar och svarvar, från den mekaniska verkstaden levereras produkterna grovbearbetade eller färdigbearbetade.
Programmeringen av maskinerna utförs av operatörerna själva.
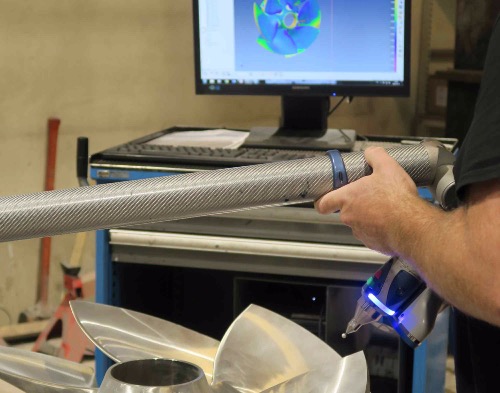
Kontroll
Kontrollavdelningen säkerställer att mått och kvalitet under produktionsförlopp och innan slutleverans uppnås.
Mätning utförs med både traditionella instrument och med moderna mätarmar. Med hjälp av mätarmarna kan vi utföra både probning och skanning mot 3D-underlag.
Våra operatörer har level 2 intyg för PT (penetranttest), MT (magnetpulvertest) och UT (ultraljudsprovning). Röntgen utförs av tredjepart i vår egen bunker.

Målning och montering
Förutom gjutning, bearbetning och kvalitetskontroll, väljer många av våra kunder att anlita oss för målning och montering av produkterna som levereras kompletta på pall till kunden – eller kundens kund.